



聚氨酯硬泡仿木发泡出现问题怎么解决?
一、设备因素 主要是指发泡机混合注料过程中夹杂入的空气杂泡或原料温度过高、粘度过大(小)、冲力太猛时激荡出的杂气泡。尤其是“起枪”阶段,无论高压机还是低压机都免不了有杂气泡产生。
二、工艺控制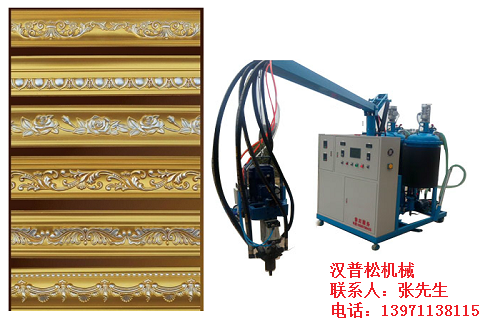
1、模具设计:在保证制成品方便出模的前提下,排气孔或合膜(缝)线应尽量设置在注料升长的远端最上方,以便起枪杂气泡能大部分排出。
2、模具翻滚:针对一些外形近似对称、尺寸不大、全外观要求严格的制品可以考虑“滚模”(也叫“摇模”),发泡料灌注后(料泡尚有相当的流动性)将模具沿对称轴快速翻滚,而后定置(此时的起枪杂气泡并未被“拉破”,而是裹到了制品内部深层去了)。
3、刷排气:对于表面纹理复杂处,会有模具壁“吸附气泡”产生,此时需要用毛刷在泡料尚处于稀流状态时将“吸附气泡”驱赶出来(注意,用过的毛刷需用丙酮等溶剂带入泡料)。
4、模温控制:对于含有物理发泡剂的泡料,模温太高(>50℃)会有“烫泡”产生,而且制品表皮厚度偏薄。
5、料温控制:最好控制黑、白料均温25-80℃(特别是白料温度不能超过35℃),料温过高,白料自身起泡严重,而且会导致料速后期过快,起枪杂气泡无法排出。
6、注料方式:如果是直行模具斜放,可以从低处1/4位置起枪往高处走,至高端口位收枪。如果是圆盘、方形模具,则从较低位置除起枪为好(先起枪处料泡先起发,沿斜坡上冲,因为有后打下的泡料“垫底”,泡料能快速推动到最高端,挤排杂气泡容易)。
pu仿木硬泡加什么可以增加表皮硬度1.官能度高的聚醚,2.或者降低模具温度,可以增加结皮厚度。3.减少水的加入量,增加发泡剂的加入量,黑料比例高一点。
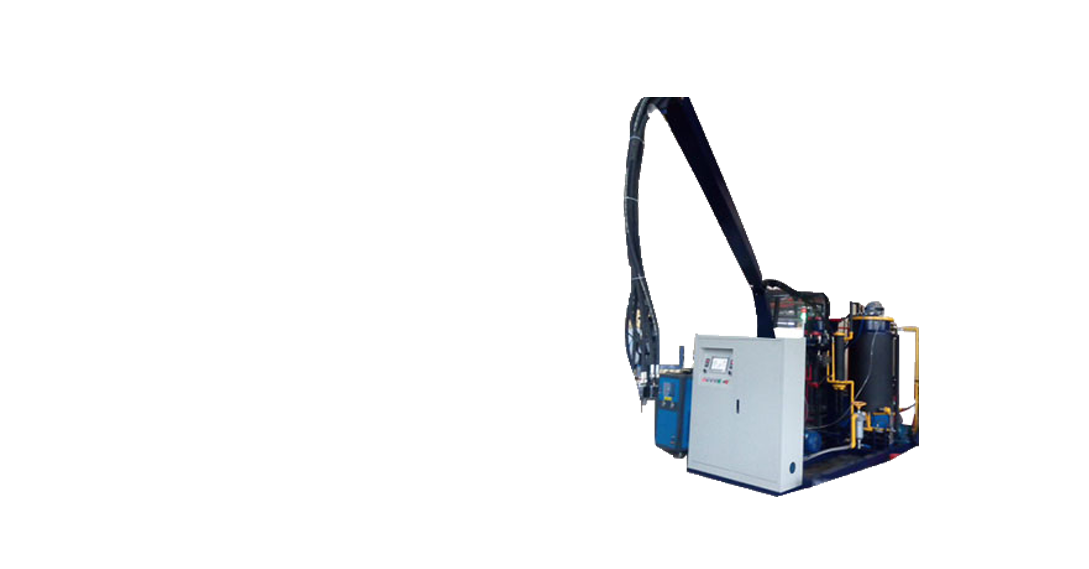
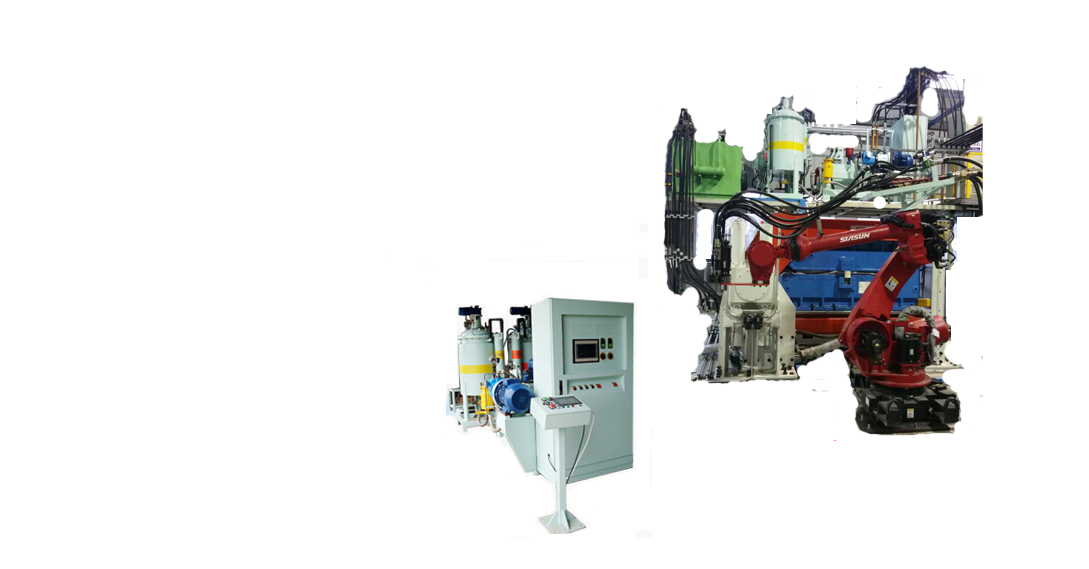
聚氨酯硬泡发泡机有仿木发泡机,PU仿木发泡机,仿木家具发泡机,仿木床头发泡机,PU线条发泡机等。
2018年10月7日




